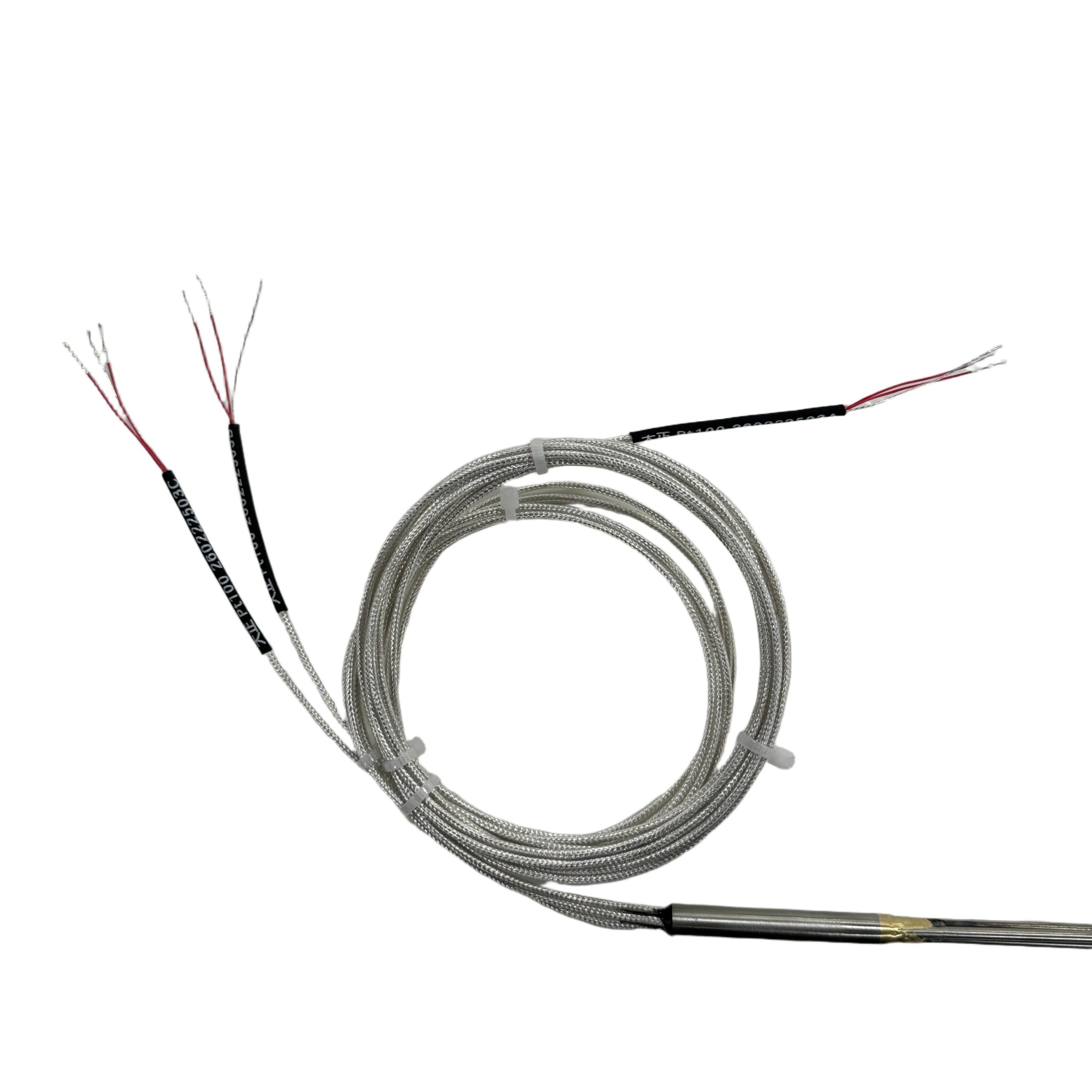

Термопара щуп для точного измерения температуры
2026-05-30
содержание
Термопара щуп — не просто провод с наконечником. Это точка контакта между процессом и контролем: там, где металл плавится, керамика обжигается или сплав закаливается, именно щуп даёт системе управления первое и самое надёжное слово о температуре. Мы не раз сталкивались с ситуацией, когда отклонение на 5 °C в печи для термообработки анодной массы приводило к браку всей партии — и каждый раз выяснялось: проблема не в регуляторе, а в том, что щуп не выдержал циклических перегрузок, потерял герметичность или сместился в зоне сварки термоэлектродов.
Почему «щуп» — это отдельная инженерная задача, а не аксессуар
Многие заказывают термопару по типу (K, S, C) и диаметру — и удивляются, почему прибор «плавает» на ±8 °C. Дело в том, что термопара щуп — это трёхуровневая система: чувствительный элемент (спай), защитная оболочка и конструкция наконечника. В лабораторной печи при 1200 °C щуп из нержавеющей стали быстро окисляется. В вакуумной камере при 10−3 Па стандартный керамический изолятор начинает дегазировать — и сигнал дрейфует. Мы видели, как щуп типа K в двухоболочечном исполнении работал стабильно 47 циклов в печи для спекания порошковых композитов — а аналогичный, но с одинарной оболочкой, вышел из строя уже на 9-м.
Ключевые параметры, которые нельзя игнорировать при выборе:
- Длина активной зоны — не совпадает с длиной щупа: узкий диапазон измерения требует короткого спая, но тогда растёт риск теплового влияния со стороны корпуса;
- Материал оболочки — Inconel 600 для окислительных сред до 1150 °C, молибден — для восстановительных вакуумов до 1600 °C, кварц — для чистых сред и быстрого отклика;
- Способ фиксации спая — капиллярная сварка даёт лучшую повторяемость, чем лазерная, особенно при работе с вольфрамо-рениевыми электродами;
- Класс точности по ГОСТ Р МЭК 60584-2 — «Стандартный» допуск ±2,5 °C недопустим в AMS2750-классе, где требуется ±0,5 °C или лучше.
Где стандартные решения терпят крах — и что работает вместо них
Некоторые считают, что любой термопарный кабель подойдёт для щупа. Но это опасное заблуждение. Компенсационный провод — не замена: его термо-ЭДС рассчитана только на участке «прибор–переходная коробка». Щуп же должен генерировать ЭДС *непосредственно в зоне измерения*. Мы тестировали образцы от трёх поставщиков в режиме «быстрый нагрев–остывание»: у двух — смещение нуля после 20 циклов составило более 3,2 °C из-за диффузии хрома в алюминиевый электрод. Третий — с двойной оболочкой и аргоновой средой в межстенном пространстве — сохранил стабильность в пределах 0,4 °C.
Особенно критична ситуация в энергетике и НИИ: там, где требуется соответствие AMS2750E, щуп не может быть «сборным». Он должен проходить полную поверку по методике, включающей контроль температурного градиента вдоль оси, проверку на вибрационную устойчивость и верификацию времени отклика τ0,5. Именно поэтому мы выпускаем термопары щупы не как «готовые изделия», а как калиброванные компоненты: каждый — с уникальным номером, протоколом поверки и картой температурной поправки.
Как выбрать — без переплаты и компромиссов
Если ваш процесс работает до 900 °C в воздушной среде — оптимально использовать щуп типа K с оболочкой из нержавеющей стали 310S и длиной активной зоны 12–15 мм. Для высокотемпературных вакуумных печей (1400–1700 °C) — только вольфрамо-рениевые термопары типа C с молибденовой оболочкой и герметизацией торца лазерной сваркой. А для обжига анодной массы — специализированный щуп с углеродной оболочкой и усиленной защитой от абразивного износа.
Важно: не экономьте на калибровке. Щуп, не прошедший индивидуальную поверку, — это не инструмент, а источник неопределённости. У нас каждая единица проходит трёхточечную проверку в диапазоне от 200 °C до максимальной рабочей температуры, с записью фактических значений ЭДС и расчётом поправок. Это позволяет добиться реальной точности ±0,3 °C даже при измерении 1600 °C.
АО Чунцин Дачжэн Приборы: щуп, который знает, где он находится
Мы производим термопару щуп не как товар, а как часть технологического решения. На нашем заводе в России реализован полный цикл: от подготовки термоэлектродных проволок до финальной метрологической верификации. Каждый щуп проходит контроль герметичности (до 10−2 Па), проверку сварного соединения на микротвёрдость и испытание на термоциклирование. Мы не продаём «тип K» — мы поставляем щуп, который будет стабильно работать в вашей печи, в ваших условиях, с вашей нагрузкой.
На сайте duchina.ru доступны технические описания, протоколы поверки, схемы подключения и рекомендации по монтажу. Если ваш процесс выходит за рамки типовых решений — мы разработаем щуп под ваше ТЗ: с нестандартной длиной активной зоны, комбинированной оболочкой или специальной защитой от конденсата и агрессивных паров. Потому что точность измерения начинается не с прибора — она начинается с щупа.