
Термопара зонд для точного измерения температуры в промышленности
2026-06-06
Термопара зонд — не просто провод с наконечником. Это точка контакта между процессом и контролем. В литейном цехе, где расплавленный алюминий достигает 720 °C, в печи для спекания керамики при 1650 °C или в реакторе химического завода — ошибка в измерении на 5 °C может означать брак партии, перегрев нагревателя или ложное срабатывание аварийной защиты. Мы не раз видели, как стандартный зонд отваливался от стенки формы уже на третьем цикле — из-за слабой фиксации, несоответствия термического расширения оболочки и сердечника, или потери герметичности при термоциклировании. Именно поэтому выбор термопары зонда начинается не с каталога, а с анализа условий: как быстро меняется температура, какие механические нагрузки действуют на место установки, есть ли вибрация, конденсат, агрессивная среда.
Почему «простая» термопара зонд требует инженерного подхода
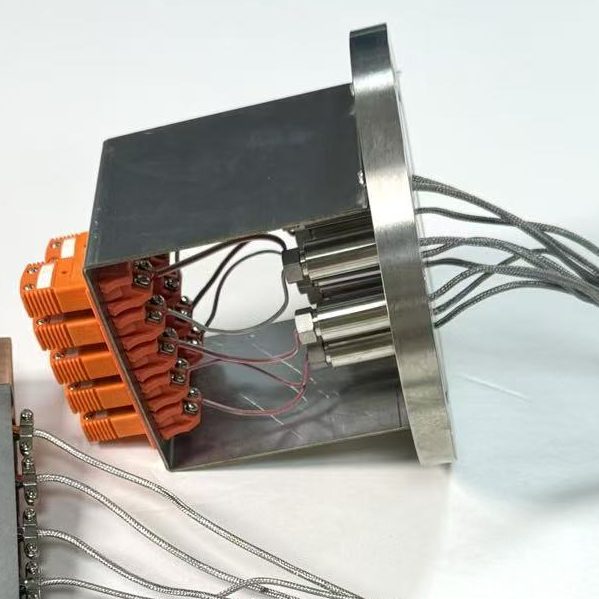
Термопара зонд — это сборочная единица: термоэлектроды, изоляция, защитная оболочка, узел подключения и, часто, специальный монтажный элемент. Каждый компонент влияет на стабильность показаний. Например, при измерении в вакуумной печи для спекания карбида кремния мы столкнулись с дрейфом показаний на 8–12 °C за 40 часов. Причина — не дефект сварки, а диффузия кислорода через микротрещины в оксидной изоляции MgO при низком давлении. Решение — переход на двухоболочечную конструкцию с внутренней оболочкой из Inconel 600 и внешней — из нихрома, с предварительной вакуумной прокалкой изоляции. Такие нюансы не указаны в паспорте, но они решают задачу.
На машиностроительных предприятиях часто просят «универсальный зонд для всех печей». Но универсальность здесь — иллюзия. Для камерной печи до 1200 °C подходит термопара типа K в стальной оболочке. Для обжига анодной массы при 1100 °C в атмосфере CO/CO₂ требуется зонд с защитой от восстановительной среды — например, с оболочкой из Incoloy 800HT и усиленной изоляцией. А для контроля температуры в тигле электроплавильной печи при 1700 °C без доступа к месту измерения — только вольфрамо-рениевая термопара типа C с водяным охлаждением штока и калибровкой по тройным точкам.
Что проверять перед покупкой термопары зонда — чек-лист из практики
Как избежать типичных ошибок при эксплуатации
Самая частая ошибка — игнорирование времени релаксации. Зонд диаметром 3 мм в стальной оболочке реагирует на изменение температуры в 2 раза медленнее, чем аналогичный диаметром 1,5 мм. Если в вашем процессе время цикла — 20 секунд, а постоянная времени зонда — 15 секунд, вы просто не увидите пик температуры. Вторая ошибка — установка зонда в «мертвую зону»: в месте с застойной циркуляцией газа или вне зоны теплового потока. Третья — использование одного зонда для нескольких целей: контроля процесса, регистрации данных и аварийной защиты. Это нарушает требования функциональной безопасности IEC 61511.
Мы помогаем клиентам не просто купить термопару зонд, а выбрать её как часть системы. Например, для лабораторной печи с ПИД-регулятором нужен зонд с минимальной тепловой инерцией и стабильным выходным сигналом. Для промышленной сушилки — повышенная виброустойчивость и защита от конденсата. Для научного эксперимента — четырёхпроводное подключение и калибровка по трём точкам с протоколом.
Термопара зонд от АО Чунцин Дачжэн Приборы — это решение, проверенное в условиях, близких к реальным: в цехах Уралмашзавода, на участках «Новолипецкстали», в лабораториях ФТИ им. Иоффе. Она не обещает «абсолютной точности», но гарантирует воспроизводимость ±0,5 °C при 600 °C и стабильность показаний в течение 12 месяцев эксплуатации в заданных условиях. Потому что точность начинается не с цифры в паспорте, а с понимания того, как ведёт себя металл при 1600 °C, как ведёт себя изоляция при термоциклировании и как ведёт себя человек, который устанавливает этот зонд впервые.